In the current global medical landscape, precision filter devices have transitioned from basic hospital supplies to critical components in advanced therapy. As chronic diseases increase and surgical techniques become more minimally invasive, the demand for high-accuracy filtration in intravenous administration and respiratory care has surged across North America, Europe, and emerging markets in Asia.
The industry is now governed by stringent E-E-A-T principles—Experience, Expertise, Authoritativeness, and Trustworthiness. Global procurement officers are no longer just looking for products; they are seeking partners with ISO 13485 certification, FDA registration, and CE marking. This ensures that every infusion set and catheter meets the absolute threshold of patient safety and clinical efficacy.
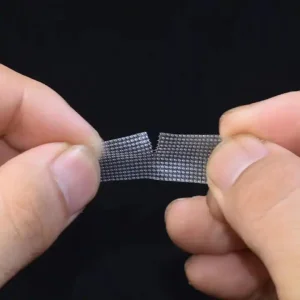
AI and material science are revolutionizing filter devices. Modern precision filters now utilize biocompatible polymers such as FEP (Fluorinated Ethylene Propylene) and advanced non-woven membranes that provide 99.99% bacterial filtration while maintaining high flow rates for emergency infusions.
Your Trusted Partner in Medical Solutions
Hebei Nexus Medical Co., Ltd. is a premier enterprise specializing in the research, development, production, and sales of disposable sterile medical devices. Strategically located in the Xincheng Industrial Cluster, Linzhang County, Hebei Province, our facility is positioned near major expressways, facilitating seamless global logistics and rapid export capabilities.
Our commitment to excellence has positioned Hebei Nexus Medical as a benchmark for quality in the North China medical device sector. We serve a global clientele, providing reliable tools for healthcare professionals that enhance patient outcomes through precision engineering.

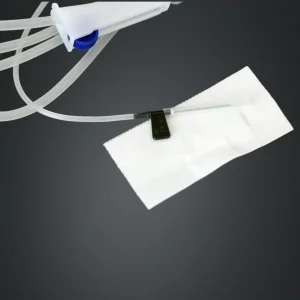
The shift towards Needle-Free Systems is perhaps the most significant trend. This technology minimizes the risk of needle-stick injuries and cross-contamination. Furthermore, the integration of Micro-filtration in IV sets prevents air embolisms and particulate contamination, which is now a standard requirement in neonatal and intensive care units globally.
Modern B2B buyers prioritize Supply Chain Resilience. Our high-capacity production lines and massive raw material inventory allow us to mitigate global supply shocks. We offer tailored packaging and sterilization reports that meet the specific localized regulatory requirements of our international partners.
From mobile clinics in remote regions to high-tech urban surgical centers, our precision filter devices are adapted for diverse environments. For instance, our 18g High Flow Catheters are specifically designed for rapid trauma response, while our micropore tapes are essential for dermatological safety in long-term care facilities.
We adhere to the highest international quality standards. Every device is manufactured in strict compliance with ISO 13485. Our products carry CE and FDA certifications, ensuring stability and safety for every medical institution we serve.
Our expert team provides end-to-end support, from factory inspections and quality checks to technical consultations. We offer OEM and ODM services to meet the specific requirements of different medical markets.
With a robust inventory and streamlined production, we guarantee short lead times. Our responsive after-sales team is available 24/7 to provide technical assistance, making us the most dependable link in your medical supply chain.
Our 40,000-square-meter facility features a state-of-the-art clean workshop and a quality inspection center that strictly follows Good Manufacturing Practices (GMP). We maintain the highest standards of hygiene and sterilization.
Innovation is our heartbeat. Our R&D department works tirelessly to improve catheter flexibility, needle sharpness, and filter precision, ensuring our products remain at the cutting edge of healthcare technology.
As we look toward the future, Hebei Nexus Medical Co., Ltd. remains steadfast in its mission: to provide high-quality, reliable, and cost-effective medical solutions to the global healthcare industry. We are constantly expanding our product range—integrating feedback from frontline medical staff to design tools that reduce patient discomfort and improve operational efficiency.
Our focus on sustainability also drives us to explore eco-friendly materials and energy-efficient manufacturing processes, ensuring that while we heal patients, we also protect the environment. We invite global partners and distributors to join us in our journey toward healthcare innovation.